Printer Friendly (PDF)


Nuisance shutdowns are never good in the manufacturing process. The issue was the cooling system’s frequent valve and machine malfunction. The culprit was a direct process cooling system which employed an open cooling tower in an area laden with trees and wind-swept dirt. R. L. Deppmann offered choices and solved the problem.
The System with a Problem
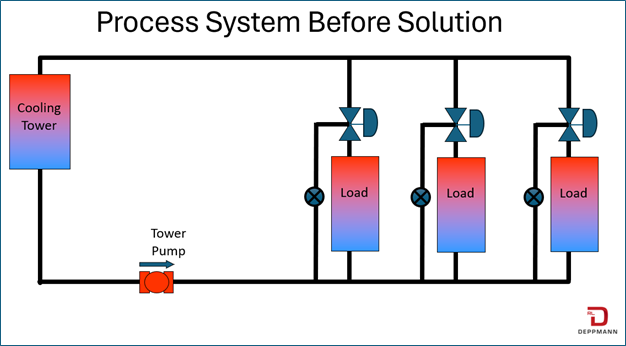
This system was obviously installed with the first cost as a major concern. There were two cooling towers, one standby, and two tower pumps, one standby. We are showing the operating tower and pump only for simplicity. The process used the tower water in a constant flow method with three-way valves to maintain the constant flow.
The building was a high bay single floor process plant with the tower on the roof. Trees surrounded the area. The roads in the area were dirt and not well maintained.
The issue was fouling of the machines and the control valves. When our engineering salesperson arrived at the site, the owner and a contractor presented the issues very clearly. The original installation had a Y-strainer on the pump suction. The owner removed the screen because it clogged up too much. What was clogging it? There were cottonwood seeds, flowers, and leaves of a variety of tall trees. A combination of dirt roads and construction was kicking up dirt all summer long.
The Solution to the Dirt and Particulate Problem
We clearly had two issues to resolve. The first was all the dirt entering the system. A strainer would not be fine enough for the dirt mixed in with the water coming from the tower. We chose a full flow centrifugal dirt separator.
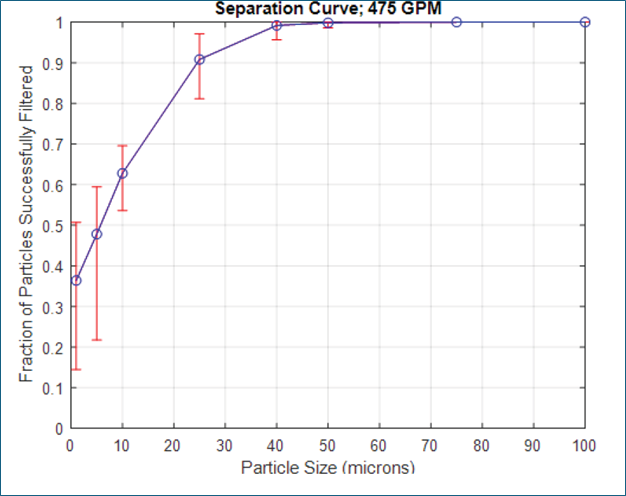
The General Water Systems model CS6TFLG centrifugal separator fit perfectly. First, the flow rate was constant. That is important for this type of separator. The product requires a minimum flow rate to achieve the velocity needed to carry the dirt to the purge area. Too low a velocity and the force is not great enough. Too high a velocity and the dirt and particulate will not separate properly.
They require a flow rate to cause a pressure drop, ideally, of between 4 to 7 PSIG. We called our startup team out to check the pump and we found the 3500 RPM pump was running out on the curve and had 26 extra feet (11 PSIG) at the design flow rate. Plenty of extra head for our needs. If the pump did not have enough, we could have changed to pump or added another pump.
If the flow rate were variable, we would require an additional pump to maintain the velocity. Sediment Separators in Variable Flow Cooling Tower Water Systems. We could have also offered a tower basin system but that added to the cost. Tower/Condenser Water Systems: Side Stream Separator Systems.
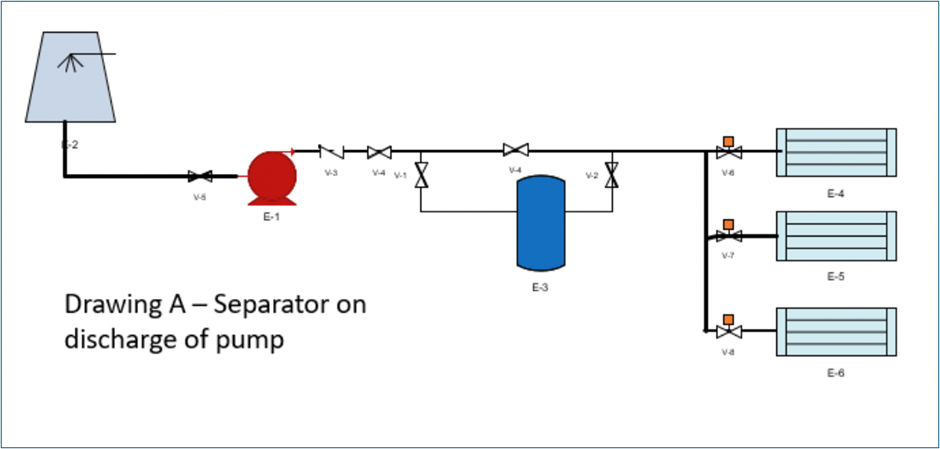
The Piping above was perfect. We advised them to close the bypass valve, so the flow rate was 100% through the separator. If something ever happened to the separator we could open valve V-4 and close valves V-1 and V-2 for service and not shut them down. We throttled the pump discharge to eliminate the extra 4 PSIG and get us back to the design flow rate of the tower.
We also ordered the separator with the optional motorized blowdown valve and timer to save labor or lack of it. The separator would remove the sand and dirt. If it sinks in water, the separator can remove it. But what about those cottonwood seeds? They float!
Dual Strainers for Single Pass Removal of the Larger “Floaties”

What about the debris floating down from the trees? We turned back to the strainer as the solution. Not just any strainer but two basket strainers in parallel at the inlet of the pump. We used two Metraflex B-I-T-C-6” basket strainers with optional clamp covers.
We used two of them so they could keep the process running while cleaning the standby strainer. The clamp covers made it simple and quick to clean the strainers.
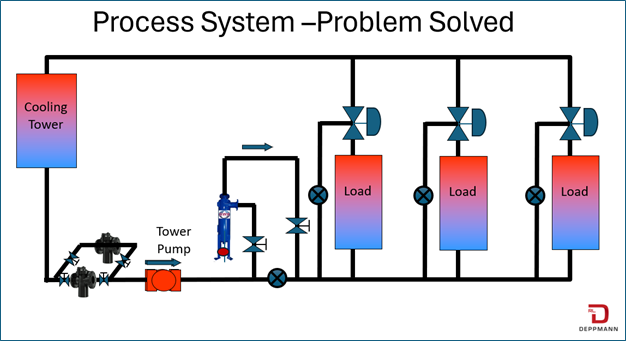
The system problems of dirt and floating particulate no longer exist. The system is now two years old, and the owner and contractor are very satisfied with the results. It was simply using the knowledge we share in the R. L. Deppmann Monday Morning Minutes.

