Printer Friendly (PDF)
 Once again, our industry tends to be clear when something is named. Just reverse the two words. Boiler feed units simply “feed the boiler.” The purpose is to store the condensate and makeup water until the boiler needs more water and pump it when called. Today, the R. L. Deppmann Monday Morning Minutes looks at the sizing of boiler feed receivers.
Once again, our industry tends to be clear when something is named. Just reverse the two words. Boiler feed units simply “feed the boiler.” The purpose is to store the condensate and makeup water until the boiler needs more water and pump it when called. Today, the R. L. Deppmann Monday Morning Minutes looks at the sizing of boiler feed receivers.
Last week, we described the operation and key selection criteria for a condensate return or transfer unit. The important operational characteristic of a transfer unit is the pump operation is a result of a float in the receiver of the unit itself. The goal is to recognize there is condensate in the receiver and pump it out quickly.
Boiler Feed Unit Operation
The operation of a boiler feed unit starts with the control of the pump. Unlike a condensate return unit, the boiler feed unit pump is controlled from an external source. Obviously, as a steam boiler fires and produces steam, the water level in the boiler drops. When the level in the boiler drops to a preset level, a float on the boiler will activate controls to ultimately turn a boiler feed pump on. If the boiler is overfiring or the pump fails to pump enough condensate, the level continues to drop. This will cause a standby or lag pump to come on.
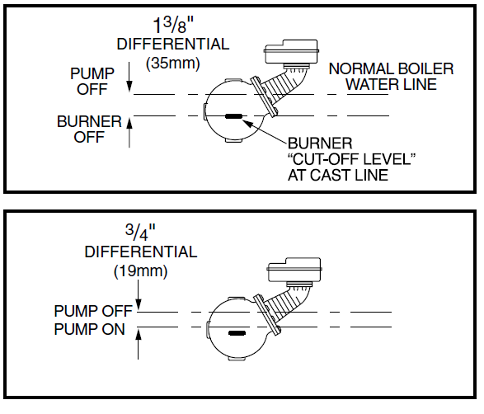
The boiler feed receiver should have plenty of water in the receiver. Unlike condensate return units, you can never have too much water in the receiver. The boiler feed receiver also has a makeup water float. If the level in the receiver gets low, the boilers still need water. A float in the boiler feed receiver senses the low level and opens a solenoid valve to allow more water into the unit.
The receiver also has a low water cutoff switch to protect the pumps from pumping dry.
There are several pump and boiler control sequence options. These are very important and will be covered in an upcoming blog.
Sizing a Boiler Feed Receiver. What is System Lag Time?

How much condensate should you store in a boiler feed unit if there is no problem with having too much water stored? The answer, which we all hate, is “it depends.” There is this hard to calculate thing we call system lag time.
Lag time is the amount of time it takes from when the boiler starts sending steam into the system until the condensate is flowing back into the boiler feed receiver.
When a boiler starts steaming in a heating system, the steam has a lot of jobs. It must push the air out of the system so the steam can get in and that takes time. It must heat the pipe up to saturation temperature and that takes time. It must fill the volume of pipe with steam. It must wait for the terminal units to transfer the heat to the space. That can take a lot longer in the fall than in the winter. The condensate will flow by slow gravity or store in condensate receivers waiting for the pumps to turn on. Finally, the condensate starts flowing back into the boiler feed receiver. Now we are in equilibrium and as steam leaves the boiler, condensate returns to the boiler feed tank.
The time it takes for this to happen is the system “lag time.”
How do I Engineer (or Guess) the System Lag Time?
The system lag time has everything to do with how often a boiler will be cycling from a cold start and how large the system is, or the volume in the system. Obviously, a process boiler with steam serving a few heat exchangers in the same room has a very small volume. An old high school will have much more volume than a house. Does the system have long tunnels between buildings? Is the steam pipe oversized? All this plays into the calculation
If the boiler feed receiver is too small, the pumps will satisfy the boiler call for water and the level in the tank will drop. If the tank runs out of water before the condensate starts flowing back, the tank will add cold city makeup water. When the condensate finally comes back and the boiler shuts down, the receiver may overflow.
The engineer can measure all the existing pipe and terminal volumes in the system. Normally, cost and time does not permit the research. If the boiler is not a process or humidification boiler and is really a heating system, here are some thoughts.
The bigger boilers have bigger systems. The condensate return is a calculation based on the boiler.
Boiler Horsepower X 0.069 = GPM Condensate
Boiler Horsepower X 34.5 = Boiler Pounds per Hour (PPH)
Boiler Pounds per Hour (PPH) X 0.002 = GPM Condensate
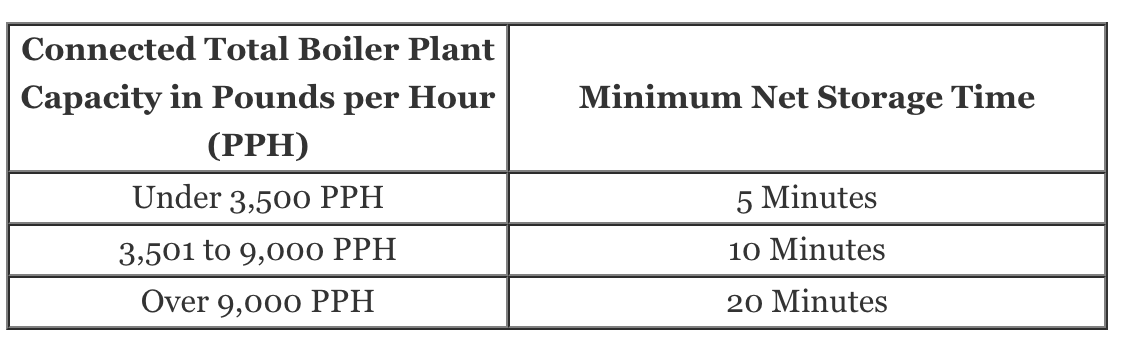
I suggest you start with the total connected size of all the operating boilers and use these rules of thumb.
Example 1:
QUESTION:
A heating system has two 200 HP boilers with one standby. There is no process load, only heating. What is the minimum size storage of the receiver?
SOLUTION:
200 HP X 34.5 = 6,900 PPH of steam. 6,900 X 0.002= 13.8 GPM. From the table above we need 10 minutes of net storage. 13.8 X 10 = 138 gallons of storage minimum.
A Domestic CMED model boiler feed unit with a 30 x 48 receiver has 141 gallons of NET storage.
Example 2:
QUESTION:
A hospital has a total of 3 boilers at 300 HP and operating at 100 PSIG each. The owner thinks there is one standby but is not sure. What size boiler feed receiver should I use?
SOLUTION:
It never hurts to oversize. Since they are not sure if three will operate, size for all three running. 3 x 300 = 900 BHP. 900 x 0.069 = 62.1 GPM. So, 62.1 x 20 = 1,242 gallons of total storage required in the boiler room.
A Domestic CMED model boiler feed unit with a 60x 108 receiver has 1308 gallons of NET storage.
Why did I mention total storage in the boiler room and not just the boiler feed receiver? The operating pressure is a clue to the next R. L. Deppmann Monday Morning Minutes.
