Printer Friendly (PDF)
We’re taking a one-week pause in our humidification series to mention condensing boilers. A physical plant operator for a school district recently called and asked why there was water coming out of the boiler drain. Our answer was, “those are the TEARS OF THE POWER COMPANY.”
This school district recently became the owner of two condensing boilers sold by R. L. Deppmann on a plan and specification project. In Michigan and Ohio, fall is a beautiful time of year. The trees are starting to change and football games are plentiful. The morning temperatures are in the low 40s and the days get to the high 60s.
Condensing boilers with properly applied temperature reset schedules and the right mix of terminal units should have lower heating hot water supply temperatures and boiler return temperatures below 130°F. ‘Tis the season for condensing boilers to shine.
Condensing Boiler Setup for Optimal Efficiency
Condensing boilers reach their highest efficiencies when operating at part load and when they are condensing. The condensing boilers sold by Deppmann are set up to start condensing while seeing the highest possible return water temperature, which is at about 125°F to 130°F. And the fall weather is perfect for part load operation.
In our R. L. Deppmann seminars on boiler systems, we tell the story of the relationship between carbon dioxide (CO2) and oxygen (O2) in natural gas combustion and the firing rate turndown of boilers.
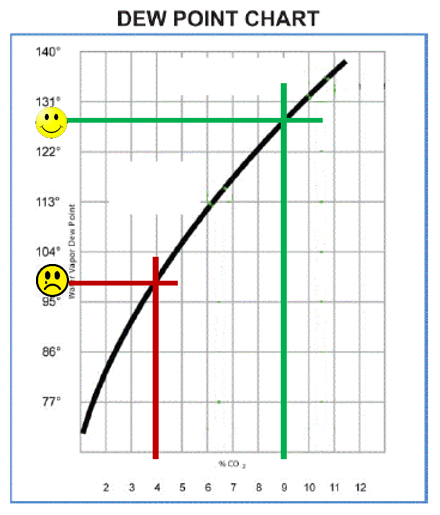
So, how do we get condensing to take place? It’s all about the dew point of the products of combustion and the temperature of the heating hot water back to the boiler. If we can get the return water temperature below the dew point of the flue gas, we can get the vapor in the flue gas to condense. This condensation contributes 1,000 BTU per pound of condensate transferred into the water (at no additional natural gas use or cost!).
So, there are two key things we have to look at: The return heating hot water temperature and the dew point of the flue gas.
The Roles of Oxygen and Carbon Dioxide in Condensing Boilers
Boilers need oxygen to fire. For trouble-free operation, there’s usually an excess of oxygen provided to the boiler in order to produce a stable flame. The trouble is that the higher the excess oxygen level, the less carbon dioxide there is in the combustion products. And, the lower the carbon dioxide level, the lower the dew point temperature.
If a boiler needs additional excess air (oxygen) for stable operation, it will not start condensing until the heating hot water return temperature gets much lower than what the boiler efficiency charts show. Depending on the reset schedule, you may own a boiler that never condenses.
Using Turndown to Reduce Cycling
Turndown is a boiler’s ability to operate at low BTUH firing rates without cycling on and off. If, for example, a boiler has an input rating of 2,000,000 BTUH and a 5:1 turndown, it can operate down to 400,000 BTUH without cycling on and off. If the turndown is 20:1, it can cycle down to 100,000 BTUH. High turndown is great because it saves money due to reduced cycling.
When boilers operate at their lowest turndown they are also using the most excess oxygen. Manufacturers must engineer their high turndown boilers to operate at lower BTUH with the least amount of excess oxygen. Some do it better than others.
The chart below shows four very popular boiler IOM manual requirements for carbon dioxide levels at low and high fire with the corresponding flue gas dew points. The highlighted boiler is a popular brand not represented by R. L. Deppmann Company.
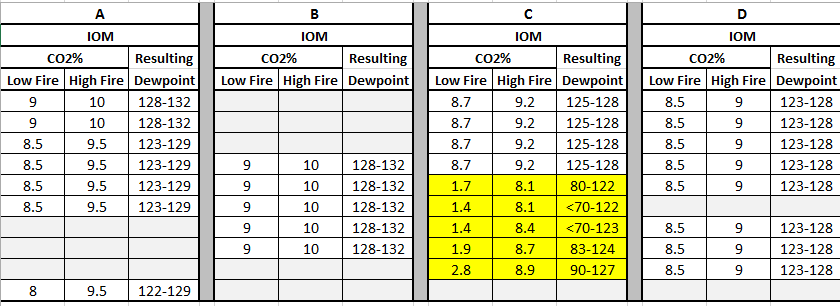
The good news is that we represent Aerco, Bryan, and Laars condensing boilers, and all of them have the better condensing temperatures. So
IF you bought your boiler from Deppmann, sit back and watch the TEARS OF THE POWER COMPANY IN THIS SEASON OF CONDENSING BOILERS. If you bought the other brand, just keep waiting.