Printer Friendly (PDF)
The past two RLD Monday Morning minutes examined steam and condensate pipe sizing. This week we’ll use a Health Care Office Building for our example.
 In this case, the engineer is designing a steam system for a new medical office building next to an existing hospital. The engineer identified the following:
In this case, the engineer is designing a steam system for a new medical office building next to an existing hospital. The engineer identified the following:
- The total load of the new building will be 4300 PPH, which includes a hydronic heat exchanger, a domestic water heater, and a 600 PPH sterilizer load.
- The steam boilers in the plant are designed for 100 PSIG, but the operators have advised that they are run at 75 PSIG.
- An existing supply through the hospital tunnel to the new takeoff was determined to have 14 PSIG of pressure drop at full capacity, including the new 4300 PPH additional load.
- There will be 80 feet from the new takeoff to the new PRV station.
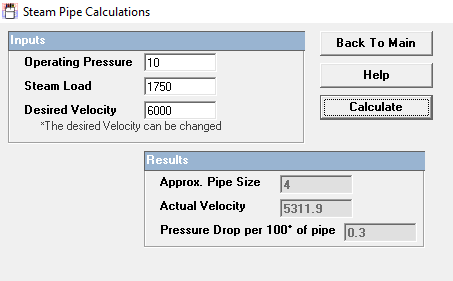
- The autoclaves have a maximum pressure of 50 PSIG. The autoclaves will require 30 PSIG at the station and the heating and domestic water system design require 10 PSIG steam.
- Let’s assume the drip trap for the PRVs requires a capacity with safety factors of 85 PPH.
Now, let’s identify the steam PRVs and size the steam and drip trap condensate pipe.
STEP 1: Supply Steam pipe size
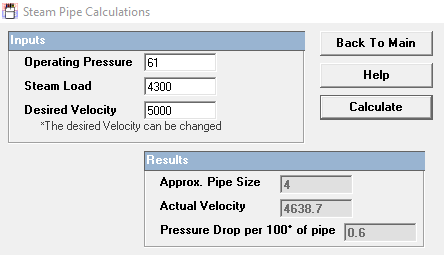
The new system will have a supply pressure of 75 PSIG – 14 PSIG = 61 PSIG steam at the takeoff. Using the Hoffman program we will use 4” schedule 40 pipe with 0.6 PSIG pressure drop per 100.
Since the PRV is 80 feet away from the new takeoff and the pressure drop is 0.6 PSIG per 100 feet, let’s use 60 PSIG as the steam pressure to PRV1. We need a PRV for the autoclaves since the steam pressure from the plant may reach 75 PSIG as operated.
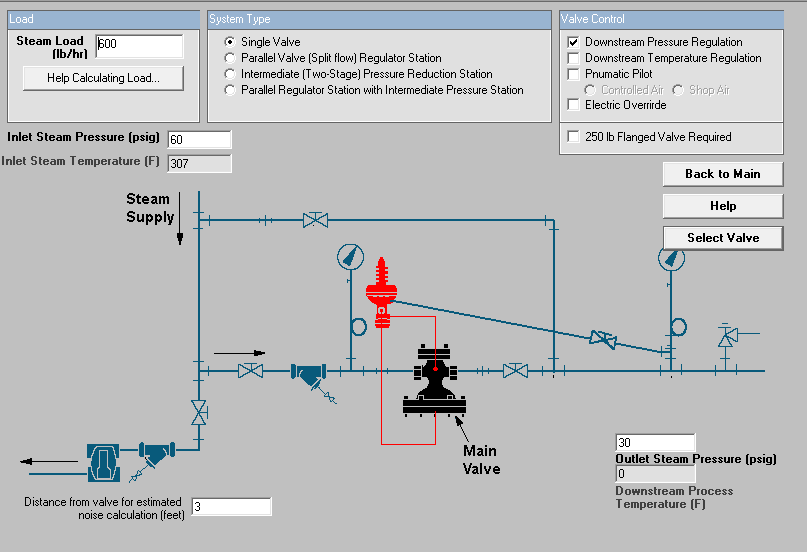
STEP 2: Select Pressure Reducing Valve 1
PRV 1 is Medium Pressure with an inlet of 60 PSIG and Outlet of 30 PSIG with a Capacity of only 600 PPH. We enter into the Hoffman selection program as follows.
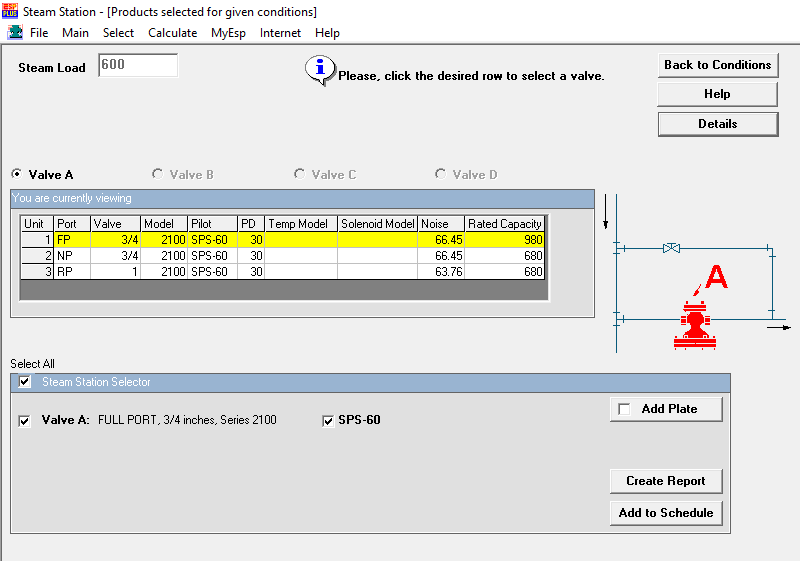
Our solution is a pilot operated Hoffman 2100-3/4” with a normal port or NP and an SPS-60 spring pilot. We could use the full port model but it would be oversized for the load. The noise level is 66.5 dbA so noise is not an issue.
STEP 3: Select PRV2
The second PRV will serve the hydronic heat exchanger and the domestic water heater. The load is 4300-600 = 3700 PPH. The entering steam pressure is 60 PSIG and the outlet is 10 PSIG.
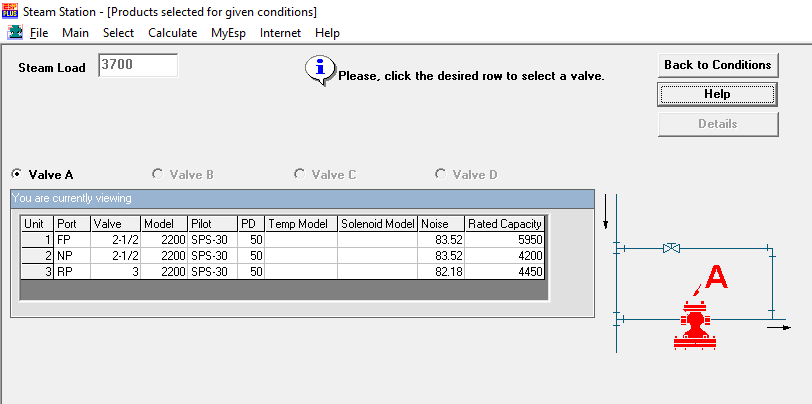
PRV2 has some interesting choices. Let’s assume the hospital wants to limit noise to 83 dbA at the PRV station. The engineer could specify the Hoffman 2200-3”– RP or reduced port design, which also meets the lower noise requirement. This would be the most expensive valve but it would not require any additional noise attenuation. The schedule must clearly identify the maximum noise level or the sales representative or wholesaler will quote the 2-1/2” model which is less expensive.
Another option would be to use the model 2200-2-1/2”-FP or full port design reducing valve and add a noise attenuation plate or insulation. These options will be examined at length in the R. L. Deppmann May 2017 Steam Seminar part 3: Higher Pressure Steam Systems.
STEP 4: Inlet and Outlet steam pipe sizing for PRV -1 and PRV-2

The pipe sizing required is as shown above. Interesting comments regarding PRV1. Using 6000 FPM as the maximum velocity, we could use 1-1/4” pipe but the pressure drop was 5.6 PSIG per 100 feet and it seemed high so we chose 1-1/2”.
STEP 5: Drip trap pipe size.
The drip trap has a capacity of 85 PSIG and a minimum pressure of 60 PSIG. We sized the trap as follows.
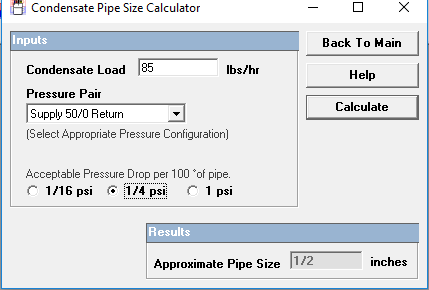
I tried a variety of pressure drops and the selections come up either ½” or ¾”. Either pipe size is correct. Some engineer offices keep the minimum pipe size at ¾” due to concern for corrosion over time. The choice is subject to your office standards.
Selecting steam and condensate pipe sizes is a bit more complicated than hydronic pipe sizes. After reading this R.L. Deppmann Monday Morning Minutes, you can see that the Xylem Hofmann programs may be a great tool to keep handy for your pipe sizing needs. Next week, we discuss steam trap selection.
Discover more on our Heat Exchanger Series below:
Part 1: Understanding Steam and Steam Heat Exchangers
Part 2: Why Use Low Steam Pressure?
Part 3: Vacuum Breakers: Steam and Steam Heat Exchanger Basics
Part 4: Condensate Drop Leg and Pipe Size
Part 6: Steam Condensate Pipe Sizing
