Printer Friendly (PDF)
Last week the Monday Morning Minute article calculated the load for a swimming pool heater. This week we introduce Bell & Gossett BPN plate heat exchangers and a condensing boiler.
Last week we calculated the load for a swimming pool heater. The example resulted in the need for a 12:1 turndown, 4 million BTUH condensing boiler—but we can’t run the pool water through it because of material compatibility concerns and the cost of replacing a boiler heat exchanger.
What can we do now? Let’s look at how we can integrate a Bell and Gossett BPN brazed plate heat exchanger, coupled with this boiler.

What’s Are Brazed Plate Heat Exchangers?
Most of us are familiar with the gasketed plate heat exchangers we see most often in free cooling applications. A brazed plate exchanger has the plates sealed together in a vacuum brazing furnace at the factory. Most plate heat exchangers are made of stainless steel and brazed with copper—which, as we explained last week, would not be a great material to use with pool water. We could use titanium plates with special gaskets but the cost and lead time for delivery may be a deterrent.
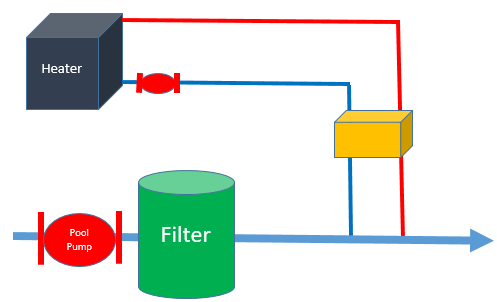
Bell and Gossett is very responsive to our industry, and they created a nickel brazed plate heat exchanger for pool applications. We can introduce the heat exchanger as a side arm heater after the filter in the swimming pool mechanical equipment room. The following representation should not be used just yet. We have to add controls, which we’ll discuss in the next Monday Morning Minute article.
We now have a high turndown boiler, but do we have a high turndown heat exchanger? Let’s look at sizing and turndown through our example.
In our example, the B&G heat exchanger will have a capacity of 4 million BTUH during pick-up or cold start. We selected a heat exchanger model with a capacity to heat 114.29 GPM of water from 40°F to 110°F using 116.18 GPM of water from 180°F to 110°F. During normal everyday operation, we want to drop that load to 330,000 BTUH.
We know the controls engineers can throttle the flow rate through the heat exchanger just as they do through other heat transfer devices, but there is a BIG PROBLEM.
Plate exchangers are selected with high velocities, so the scouring of the plates keeps them from fouling. This is the reason we don’t add a fouling factor on plate exchangers. If I reduce the flow rate through the heat exchanger, I’m going to start fouling and lose capacity. So if I want the velocity to stay at design and the load to drop, you’ve probably already guessed what has to change.
Q = U value x Area x LMTD
Since the U value stays fairly constant if the velocity stays constant, and the area of the exchanger can’t change, we have to change the log mean temperature difference or LMTD. If my normal operating conditions at the heat exchanger are changed, we get the following: Provide 330,000 BTUH by heating the same flow rate from 78.5°F to 84°F to 85°F and the boiler water will be approximately 90°F to 84°F.
What have we done? We kept the velocity where we want it in the heat exchanger and dropped the boiler water return temperature down to the point where it operates at its highest efficiency and condensing, day-in and day-out. We increased the efficiency by keeping the boiler from cycling. We matched the materials of construction of the heat exchanger with the fluid we’re pumping.
You could use a shell and tube heat exchanger with cupro-nickel (CuNi) tubes and special head material, but the cost could become greater than the B&G brazed plate heat exchanger solution.
Next week, we’ll look at controlling the temperature.